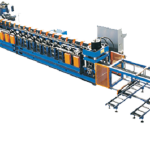
11 Key Processes of Using Roll Forming Machines
The roll forming machine is a highly automated and fully functional forming machine that can improve product quality, enhance efficiency, and reduce labor intensity. At the same time, it promotes the technological progress of the entire industry in this production area. The 11 key processes when using the roll forming machine are as follows:
1. When the roll forming machine rolls a conical workpiece, the small round end of the workpiece is pressed on the guide roller of the vertical roller.
2. The steel plate is not allowed to run when it is bent. It is not allowed to work when the hydraulic station’s oil pressure is unstable or the oil temperature and bearing temperature exceed 60°C.
3. During rolling, no sliding is allowed between the steel plate and the work roll; when rolling or leveling, the steel plate should be placed in the middle of the work roll, and the thickness of the steel plate should be reduced accordingly when offset.
4. When the steel plate is flat with a pad, the hardness of the pad should not be higher than that of the work roll, and it should be noted that don’t roll or flatten the steel plate with the protruding weld or cutting edge.
5. Before starting the roll forming machine, check for any abnormalities in each part. The tightening nut should not be loosened and the brake should be normal and reliable. The distance between the rolls should be adjusted strictly according to the thickness of the sheet, and no overloading should be allowed. It is also not allowed to crimp the workpiece beyond the specified range of performance.
6. During operation, the workpiece must be placed steadily, and only when it is in the right position can it be driven and operated, and the signal should be clear and a person should be assigned to command.
7. When the roll forming machine is running, the hand cannot be placed on the rolled steel plate, nor can it be inspected with a template. After stopping, the template is used to check the roundness. When rolling a workpiece that is not round enough, a certain margin should be left when rolling to the end of the steel plate to prevent the workpiece from falling and hurting people.
8. When the roll forming machine is working, it is forbidden to stand on the workpiece, nor to find the roundness on the already rolled cylinder.
9. For thick and large diameter cylinders or workpieces with high material strength, they should be rolled down and formed many times. When rolling a narrow cylinder, it should be placed in the middle of the roll for rolling.
10. After the workpiece enters the roll of the roll forming machine, hands and clothes should be prevented from being caught in it.
11. After the roll forming machine is shut down, if abnormal noise is found in the operation of the machine tool, it should be checked and repaired immediately. After the roll forming machine is shut down, the workpiece is placed in the designated place.