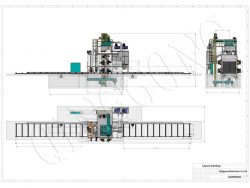
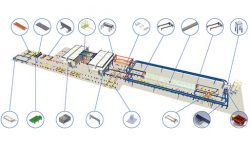
The Main Structure Type of Roll Forming Machine
1. As for the number of rolling heads, the common ones are single-headed and double-headed, but there are also multi-headed ones. The double-headed roll forming machine can be interleaved (one head up and one head down), or it can be synchronous (both heads are up or down simultaneously). For the automatic production line, single-headed roll forming machine is more better. If a double-head or multi-head roll forming machine is used, heads should be synchronous.
2. As for the distance between the rolling head and the model, the rolling head can be close to the model, commonly known as the “nodding type”. At this time, the rolling head rotates on a fixed axis and swings back and forth while the model only rotates on the fixed axis, which can be found in the single machine. In addition, the rolling head can only rotate on a fixed axis while the model not only rotates on a fixed axis but also closes up to the rolling head in a reciprocating linear motion intermittently, which is common in the automatic or semi-automatic roll forming machine and molding machine in the automatic production lines.
3. As for the movement (or called a fan-shaped movement) of rolling heads, there are head-swinging and headless-swinging movements. Most of rolling heads belong to the latter. At present, it basically tends to be head-swinging when the products above 8 inches are rolled as male mold.
4. As for the rotation mode of rolling heads, they are divided into the active type and the passive type. Generally, most rolling heads are active, that is driven by the motor, so as to facilitate speed regulation and determine the required speed ratio.
5. As for the fixation methods of models, there are two methods to fix the model on the supporting mold plate of main axis at present: one is to fix the model by the friction of the conical surface; the other is to fix the model by “vacuum suction”. The former one is simple without any additional devices; the latter one needs to be equipped with a vacuum system and control line. But the more stable the model, the faster the main axis rotating speed.
6. As for the methods of getting mold in and out, some are manually operated, some are rotary or reciprocating, and even some are automatic operation by chain transmission.
7. As for the rotation of rolling head and main axis, modern roll forming machines are generally equipped with the speed changing devices to meet the requirements of speed regulation. Only a few special roll forming machines are single-speed. There are two ways of varying speed: infinitely variable transmission and finitely variable transmission.
8. As for the driving methods, the driving device of roll forming machine has the mechanical-driven transmission and the hydraulic-driven transmission. Hydraulic-driven transmission is smooth and stable and has the advantages of infinitely variable transmission, linear motion and automatic control, etc.