Zinc Alloy Casting
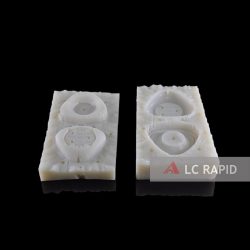
Die-casting is the core of the proto-mold company, our zinc alloy casting equipment is new equipment, its high precision, good stability, all die-casting process are automated production, effectively ensure the quality of die-casting. Zinc alloy die casting machine from 30T ~ 200T, can die casting 0.05kg ~ 2kg products; Aluminum alloy die casting machine from 160T ~ 1600T, can die casting 0.1kg ~ 20kg products.
Zinc Alloy Casting Material Properties
Zinc alloys are alloys based on zinc and composed of other elements. Common alloying elements include aluminum, copper, magnesium, cadmium, lead, titanium and other low temperature zinc alloys. Zinc alloy has low melting point, good fluidity, easy fusion welding, brazing and plastic processing, corrosion resistance in the atmosphere, and the disabled material is easy to recover and remelt; However, the creep strength is low and the size change is easily caused by natural aging. Prepared by melting method, pressure die casting. According to the manufacturing process, it can be divided into casting zinc alloy and deformation zinc alloy. The main added elements of zinc alloy are aluminum, copper and magnesium. Zinc alloy can be divided into deformation and casting zinc alloy according to the processing technology. Casting zinc alloy has good fluidity and corrosion resistance, suitable for die casting instrument, automobile parts shell and so on. The traditional die-casting zinc alloy has no. 2, 3, 4, 5, 7 alloy, the most widely used is no. 3 zinc alloy. In the 1970s, zA-8, ZA-12 and ZA-27 alloys were developed. Zamak 3: Good fluidity and mechanical properties. Used for casting with low mechanical strength requirements, such as toys, lamps and lanterns, decorations and some electrical parts. Zamak 5: Good fluidity and good mechanical properties. Applied to castings with certain requirements on mechanical strength, such as automobile parts, electromechanical parts, mechanical parts, electrical components. Zamak 2: used for mechanical parts with special requirements for mechanical properties, high requirements for hardness, good wear resistance and general requirements for dimensional accuracy. ZA8: It has good impact strength and dimensional stability, but poor fluidity. It is suitable for zinc alloy casting workpiece with small size, high precision and high mechanical strength, such as electrical parts. Superloy: best fluidity, suitable for zinc alloy casting thin-walled, large size, high precision, complex shape workpiece, such as electrical components and their boxes. Different zinc alloys have different physical and mechanical properties, which provides choice space for die casting design. Zinc alloy can be divided into casting zinc alloy and deformation zinc alloy according to the manufacturing process. The yield of cast alloy is much higher than that of deformed alloy.
Zinc Alloy Casting Materials Info
Description
1
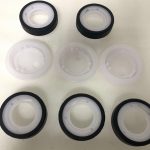
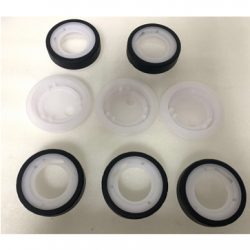
Zinc alloy die casting is a special casting method with less cutting which is developed rapidly in modern metal processing technology. It is the process of filling casting mold with molten metal under high pressure and high speed, and forming casting by crystallization and solidification under high pressure. High pressure and high speed are the main characteristics of pressure casting. The commonly used pressure is tens of mpa, the filling speed (gate speed) is about 16 ~ 80 m/s, the metal liquid filling mold cavity time is very short, about 0.01 ~ 0.2 seconds.
The loss of zinc alloy in the process of die casting must be surface treatment, which is electroplating treatment.
Relative weight.
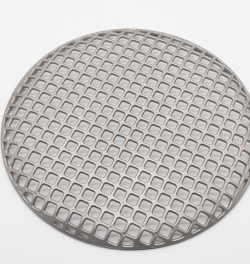
Good casting performance, can die casting complex shape, thin wall precision parts, casting surface is smooth.
Surface treatment: electroplating, spraying, painting, polishing, grinding, etc.
When melting and die casting, no iron absorption, no corrosion, no sticking mold.
Good mechanical properties and wear resistance at room temperature.
Low melting point, melting at 385℃, easy to die casting.
Low melting point, melting at 385℃, easy to die casting.